
China Zhengzhou Zhongyue Silicon Carbide Electric Heating Element Manufacturer
TEL:+86 13523030448
Email:xy9962@163.com

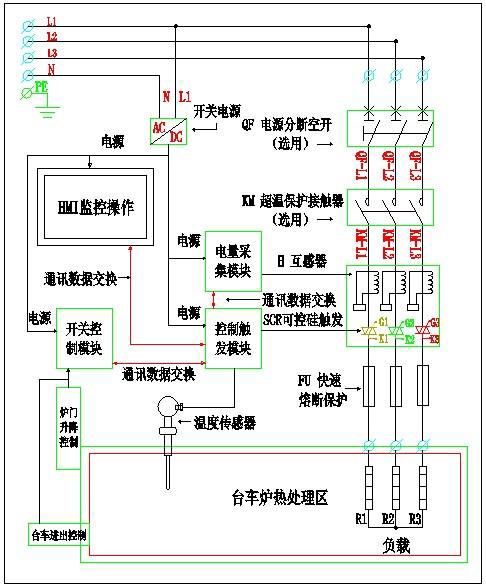
Temperature control circuit diagram of resistance furnace
The shell of resistance furnace is generally made of box type electric furnace welded with section steel and steel plate, large trolley furnace, deep well furnace, well type electric furnace, etc., which needs to maintain a certain height at the working face. Generally, it is made into a bracket, under the box type shell.
According TO THE DEVIATION OF THE FURNACE temperature to the given temperature, the heat source energy of the furnace (heating furnace, annealing furnace, baking furnace) is automatically switched on or off, or the heat source energy is continuously changed, so that the furnace temperature is stable in a given temperature range, so as to meet the needs of heat treatment process. The common regulation rules of automatic temperature control are two - position, three - position, proportion, proportion integral and proportion integral differential. Resistance furnace temperature control is such a feedback adjustment process, comparing the actual furnace temperature and the need to get the deviation of the furnace temperature, through the processing of the deviation to obtain control signals, to adjust the resistance furnace (gas heating furnace, gas annealing furnace) thermal power, so as to achieve the control of the furnace temperature. According to the proportion of the deviation, integral and differential control (PID control), is the most widely used in process control of a control form.
The system control program is designed in the way of double interrupt nesting. First of all, the T0 counter generates timing interrupt, as the sampling period of the system. In the interrupt service program, start A/D, read in the sampled data, digital filtering, upper and lower limit alarm processing, PID calculation, and then output control pulse signal. The pulse width is determined by the T1 counter overflow interrupt. While waiting for T1 interrupt, convert this sampling value into the corresponding temperature value into the display buffer, and then call the display subroutine. After returning from T1 interrupt, return to the main program from T0 interrupt and continue to display the sampling temperature until the next T0 interrupt.
1), two type adjustment -- it only has two states of on and off, when the furnace temperature is lower than the given value of the actuator is fully open; When the furnace temperature is higher than a given value, the actuator is completely closed. (Contactor is generally used for the actuator)
2), three position adjustment -- it has two given values of upper and lower limits, when the furnace temperature is lower than the given value of the lower limit, the host is fully open; When the furnace temperature between the upper and lower limits of the given value of the actuator part open; When the furnace temperature exceeds the upper limit given value, the actuator is completely closed. (If the tubular heater is a heating element, the three-position adjustment can be used to realize the difference between heating and insulation power)
3) Proportional adjustment (P adjustment) -- the output signal (M) of the regulator is proportional to the deviation input (E). Namely: M= KE formula: K----- proportional coefficient proportional regulator input, output at any time between the existence of the corresponding proportional relationship, so the furnace temperature change by proportional regulation to reach equilibrium, furnace temperature can not be added to the given value of the deviation - called "static difference".
4), the proportion integral (PI) control, in order to "static" poor, integral (I) is added in the proportional control integral regulation, regulation refers to the output signal regulator and deviation increases with the increase of time, until deviation elimination of output signal, it can eliminate the static error "proportion adjustment and the combination of the integral regulation called pid adjustment.
5), proportional integral differential (PID) adjustment - proportional integral adjustment will make the adjustment process growth, temperature fluctuation amplitude increases, so differential (D) adjustment is introduced. Differential regulation refers to the output of the controller, proportional to the deviation of time differential differential controller when the temperature change "symptom" has the control signal output, the faster the change, the stronger the output signal, it can speed up the adjustment, reduce the temperature fluctuation, proportional control, a combination of integral adjustment and differential adjustment called pid regulation. (The thyristor regulator is generally used as the actuator).
According to the operation of the production site, this temperature control method has high precision, stable system performance and meets the actual needs of production. Main equipment: thermocouple or thermal resistance, intelligent PID temperature controller, SCR trigger power regulator, etc.

Tel:








